





Соңғы жылдары лазерлік таңбалау саласында импульстік талшықты лазерлерді қолдану қарқынды дамыды, олардың арасында электронды 3С өнімдері, машиналар, тамақ өнімдері, қаптамалар және т.б. салаларда қолданулар өте кең болды.
Қазіргі уақытта нарықта лазерлік таңбалауда қолданылатын импульстік талшықты лазерлердің түрлері негізінен Q-switched технологиясы мен MOPA технологиясын қамтиды.MOPA (Master Oscillator Power-Amplifier) лазері лазерлік осциллятор мен күшейткіш каскадты болатын лазер құрылымын білдіреді.Өнеркәсіпте MOPA лазері электр импульстері мен талшықты күшейткіш арқылы басқарылатын жартылай өткізгіш лазер тұқым көзінен тұратын бірегей және «ақылды» наносекундтық импульстік талшықты лазерге жатады.Оның «интеллектісі» негізінен шығыс импульсінің ені дербес реттелетін (диапазоны 2ns-500ns) және қайталану жиілігі мегагерц сияқты жоғары болуы мүмкін.Q-қосқыш талшықты лазердің тұқым көзі құрылымы талшықты осциллятордың қуысына жоғалту модуляторын енгізу болып табылады, ол қуыстағы оптикалық жоғалтуды мезгіл-мезгіл модуляциялау арқылы белгілі бір импульстік ені бар наносекундтық импульстік жарық шығысын жасайды.
Лазердің ішкі құрылымы
MOPA талшықты лазер мен Q-қосқыш талшықты лазер арасындағы ішкі құрылым айырмашылығы негізінен импульстік тұқымдық жарық сигналының әртүрлі генерациялау әдістерінде жатыр.MOPA талшықты лазерлік импульстік тұқымдық оптикалық сигнал жартылай өткізгіш лазерлік чиптің электрлік импульсімен генерацияланады, яғни шығыс оптикалық сигнал жетекші электр сигналымен модуляцияланады, сондықтан ол әртүрлі импульстік параметрлерді (импульстің ені, қайталану жиілігі) генерациялау үшін өте күшті. , импульстік толқын пішіні және қуат және т.б.) Икемділік.Q коммутаторлы талшықты лазердің импульстік тұқымдық оптикалық сигналы қарапайым құрылымды және бағаның артықшылығымен резонанстық қуыста оптикалық жоғалтуды мезгіл-мезгіл ұлғайту немесе азайту арқылы импульстік жарық шығысын жасайды.Дегенмен, Q-коммутация құрылғыларының әсерінен импульстік параметрлерде белгілі бір шектеулер бар.
Оптикалық параметрлерді шығару
MOPA талшықты лазердің шығыс импульсінің ені дербес реттеледі.MOPA талшықты лазердің импульстік ені кез келген реттелу мүмкіндігіне ие (диапазон 2ns~500 ns).Импульстің ені неғұрлым тар болса, жылу әсер ететін аймақ соғұрлым аз болады және өңдеудің жоғары дәлдігін алуға болады.Q-қосқышы бар талшықты лазердің шығыс импульсінің ені реттелмейді және импульс ені әдетте 80 нс пен 140 нс арасындағы белгілі бір тіркелген мәнде тұрақты болады.MOPA талшықты лазерінің қайталану жиілігі кең диапазоны бар.MOPA лазерінің қайта жиілігі МГц жоғары жиілікті шығысына жетуі мүмкін.Жоғары қайталану жиілігі өңдеудің жоғары тиімділігін білдіреді, ал MOPA жоғары қайталану жиілігі жағдайында жоғары шыңдық қуат сипаттамаларын сақтай алады.Q коммутаторы бар талшықты лазер Q қосқышының жұмыс жағдайларымен шектеледі, сондықтан шығыс жиілік диапазоны тар, ал жоғары жиілік тек ~100 кГц жетеді.
Қолдану сценарийі
MOPA талшықты лазерінің параметрлерді реттеу ауқымы кең.Сондықтан, кәдімгі наносекундтық лазерлердің өңдеу қолданбаларын қамтумен қатар, ол кейбір бірегей дәлдік өңдеу қолданбаларына қол жеткізу үшін өзінің бірегей тар импульс енін, жоғары қайталану жиілігін және жоғары шыңдық қуатын пайдалана алады.сияқты:
1. Алюминий тотығының қаңылтырының бетін аршуды қолдану
Бүгінгі электронды өнімдер жұқа және жеңіл болып келеді.Көптеген ұялы телефондар, планшеттер және компьютерлер өнімнің қабығы ретінде жұқа және жеңіл алюминий оксидін пайдаланады.Жұқа алюминий пластинадағы өткізгіш позицияларды белгілеу үшін Q-қосқыш лазерді пайдаланған кезде материалдың деформациясын тудыру оңай, нәтижесінде артқы жағында «дөңес корпустар» пайда болады, бұл сыртқы көріністің эстетикасына тікелей әсер етеді.MOPA лазерінің импульстік енінің кішірек параметрлерін пайдалану материалдың деформациялануын жеңілдетуі мүмкін, ал көлеңкелеу нәзік және жарқынырақ болады.Себебі MOPA лазері материалда лазердің қысқа болуы үшін импульстік ені аз параметрін пайдаланады және оның анод қабатын жою үшін жеткілікті жоғары энергиясы бар, сондықтан жұқа алюминий оксидінің бетіндегі анодты тазарту үшін пластина, MOPA лазерлері - жақсы таңдау.
2.Анодталған алюминийді қаралау қолданбасы
Анодталған алюминий материалдарының бетіндегі қара сауда белгілерін, үлгілерді, мәтіндерді және т.б. белгілеу үшін лазерлерді пайдалану дәстүрлі сия бүріккіш және жібек экран технологиясының орнына электронды цифрлық өнімдердің қабықтарында кеңінен қолданылды.
MOPA импульстік талшықты лазердің импульстік ені мен қайталану жиілігін реттеу диапазоны кең болғандықтан, тар импульс енін және жоғары жиілікті параметрлерді пайдалану материалдың бетін қара әсермен белгілеуі мүмкін.Параметрлердің әртүрлі комбинациялары әртүрлі сұр деңгейлерді де белгілей алады.әсері.
Сондықтан, ол әртүрлі қара түс пен қолды сезінудің технологиялық әсерлері үшін көбірек селективтілікке ие және нарықта анодталған алюминийді қаралау үшін қолайлы жарық көзі болып табылады.Таңбалау екі режимде жүзеге асырылады: нүктелік режим және реттелетін нүкте қуаты.Нүктелердің тығыздығын реттеу арқылы әртүрлі сұр реңкті әсерлерді модельдеуге болады және анодталған алюминий материалының бетінде теңшелген фотосуреттер мен жеке қолөнер бұйымдарын белгілеуге болады.

3. Түсті лазерлік таңбалау
Тот баспайтын болаттан жасалған түсті қолдануда лазер шағын және орташа импульстік ені мен жоғары жиіліктермен жұмыс істеу үшін қажет.Түстің өзгеруіне негізінен жиілік пен қуат әсер етеді.Бұл түстердің айырмашылығына негізінен лазердің бір импульстік энергиясы және оның материалдағы нүктесінің қабаттасу жылдамдығы әсер етеді.MOPA лазерінің импульсінің ені мен жиілігі дербес реттелетіндіктен, олардың біреуін реттеу басқа параметрлерге әсер етпейді.Олар Q-қосқыш лазермен қол жеткізе алмайтын әртүрлі мүмкіндіктерге қол жеткізу үшін бір-бірімен ынтымақтасады.Практикалық қолданбаларда импульстің енін, жиілігін, қуатын, жылдамдығын, толтыру әдісін, толтыру аралығын және басқа параметрлерді реттеу, әртүрлі параметрлерді ауыстыру және біріктіру арқылы оның түс әсерлерін, қанық және нәзік түстерді көбірек белгілеуге болады.Тот баспайтын болаттан жасалған ыдыстарда, медициналық жабдықтарда және қолөнер бұйымдарында әдемі сәндік әсер ету үшін керемет логотиптер немесе үлгілер белгіленуі мүмкін.

Жалпы алғанда, MOPA талшықты лазердің импульсінің ені мен жиілігі дербес реттеледі және реттеу параметрінің диапазоны үлкен, сондықтан өңдеу жақсы, жылу эффектісі төмен және алюминий оксиді парағын таңбалауда, анодталған алюминийде керемет артықшылықтарға ие. қаралау және тот баспайтын болаттан бояу.Q коммутаторлы талшықты лазердің қол жеткізе алмайтын әсерін түсініңіз Q коммутаторлы талшықты лазер металдарды терең ойып өңдеуде белгілі артықшылықтарға ие күшті таңбалау күшімен сипатталады, бірақ таңбалау әсері салыстырмалы түрде өрескел.Жалпы таңбалау қолданбаларында MOPA импульстік талшықты лазерлер Q-қосқыш талшықты лазерлермен салыстырылады және олардың негізгі ерекшеліктері келесі кестеде көрсетілген.Пайдаланушылар таңбалау материалдары мен әсерлердің нақты қажеттіліктеріне сәйкес дұрыс лазерді таңдай алады.
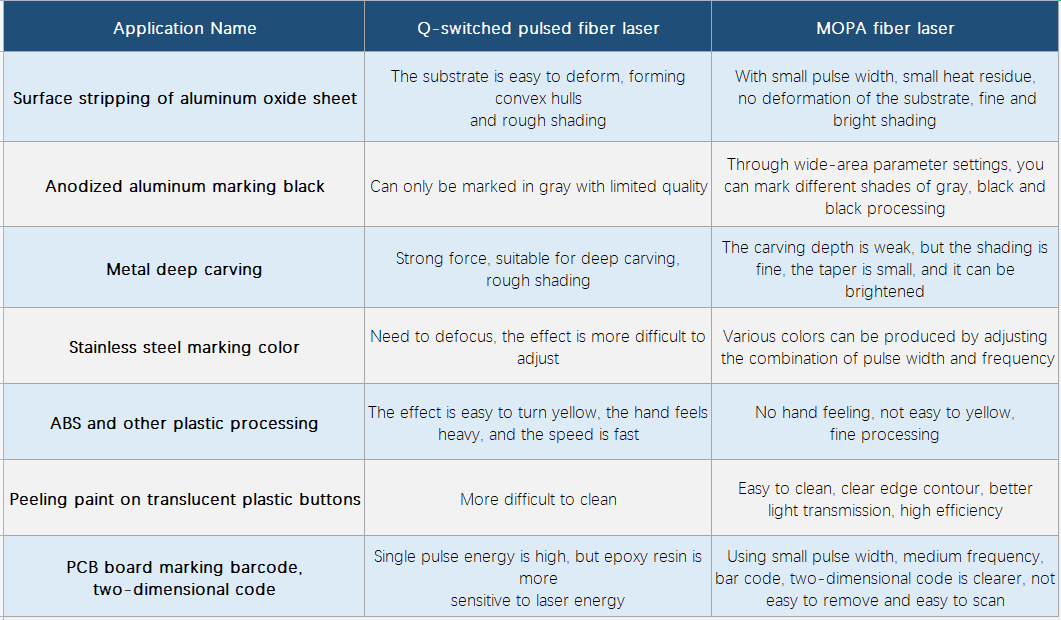
MOPA талшықты лазерлік импульстің ені мен жиілігі дербес реттеледі және реттеу параметрінің диапазоны үлкен, сондықтан өңдеу жақсы, жылу эффектісі төмен және алюминий оксиді парағын таңбалауда, анодталған алюминийді қаралауда, тот баспайтын болаттан бояуда, және қаңылтыр металды дәнекерлеу.Q коммутаторлы талшықты лазер қол жеткізе алмайтын әсер.Q коммутаторлы талшықты лазер металдарды терең гравировкамен өңдеуде белгілі бір артықшылықтарға ие күшті таңбалау күшімен сипатталады, бірақ таңбалау әсері салыстырмалы түрде өрескел.
Жалпы алғанда, MOPA талшықты лазерлері жоғары деңгейлі лазерлік таңбалау және дәнекерлеу қосымшаларында Q-қосқыш талшықты лазерлерді алмастыра алады.Болашақта MOPA талшықты лазерлерді дамыту бағыт ретінде тар импульстік ені мен жоғары жиілікті алады және сонымен бірге жоғары қуат пен жоғары энергияға қарай жүреді, лазерлік материалды ұсақ өңдеудің жаңа талаптарын қанағаттандыруды жалғастырады және жалғастырады. лазерлік тотты кетіру және лидар сияқты дамиды.Және басқа да жаңа қолданбалы аймақтар.
Жіберу уақыты: 18 шілде 2021 ж





